The selection of dyeing and finishing process can be divided into pretreatment, dyeing, printing and finishing according to the variety, specifications and requirements of finished products.
.bmp)
Pre-processing
Natural fibers contain impurities. In the textile processing process, various sizes, oils and contaminated dirt are added. The existence of these impurities hinders the smooth dyeing and finishing process and also affects the wearability of the fabric.
The purpose of pretreatment is to remove impurities from fabrics by chemical and physical mechanical action, so that the fabrics are white, soft and have good permeability to meet the wearing requirements, and to provide qualified semi-products for dyeing, printing and finishing.
Cotton: raw cloth preparation, singeing, desizing, scouring, bleaching, mercerizing.
Polyester: grey cloth preparation, refining (liquid alkali, etc.), shrinkage, predefined type, alkali reduction (liquid alkali, etc.).
Singeing
Usually, after entering the dyeing and printing mill from the textile mill, the grey cloth should first undergo inspection, turning, batch printing and sewing, and then be burned.
Reason:
(1) There are too many fluff on the unburned cloth surface and the length is different.
(2) poor finish, easy to contaminate;
(3) Hair is easy to fall off in the post-sequential dyeing and finishing process, resulting in printing and dyeing defects.
Singeing purpose
(1) Improving the gloss of the cloth surface and improving the smoothness;
(2) Improving pilling resistance (especially chemical fiber fabrics);
(3) Improve the style, singeing will make the fabric become straightforward, body and bone.
.bmp)
Desizing
In the weaving process, warp yarns are subject to greater tension and friction, and are prone to fracture. In order to reduce warp breakage, improve weaving efficiency and grey fabric quality, warp sizing is needed before weaving. It is the adhesion and embracing of fibers in yarn, and a solid sizing film is formed on the surface of yarn, which makes yarn compact and smooth, thus improving the breaking strength and wear resistance of yarn.
Desizing purpose: After sizing, the size penetrates between the fibers and partially adheres to the warp surface. While improving the yarn linearity, the size contaminates the dyeing and finishing fluid, hinders the chemical interaction between the fibers and the dyes and chemicals, and makes dyeing and finishing difficult.
.bmp)
Bleach
After scouring, most of the natural and artificial impurities on the fabric have been removed, but for bleached and light-colored fabrics, they have to be bleached. That is to say, the main purpose of bleaching is to remove pigments and improve whiteness.
Chemical fibers do not contain pigments and are very white after scouring, while cotton fibers still have pigments after scouring and have poor whiteness. Therefore, bleaching is mainly aimed at natural impurities on cotton fibers.
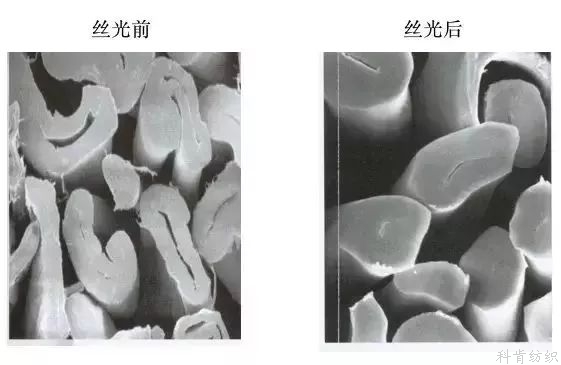
Mercerizing (cotton fabrics)
Textiles under a certain tension state, with the help of concentrated caustic soda, and maintain the required size, can obtain a silky gloss, this process is known as mercerizing.
The purpose of mercerizing:
Improving Fabric Surface Gloss and Handfeel
Because of the expansion of the fibers, the arrangement of the fibers is more orderly and the reflection of light is more regular, thus enhancing the gloss.
Improvement of dyeing yield
After mercerizing, the crystalline area of the fibers decreases and the amorphous area increases, so the dyes are easier to enter the fibers. The colour uptake of the fibers is 20% higher than that of the non-mercerized cotton fabrics, and the brightness of the fibers is increased, and the covering power to the dead side is also increased.
Improving dimensional stability
Mercerizing has stereotyping effect, can eliminate rope wrinkles, and can better meet the quality requirements of dyeing and printing for semi-products. The most important thing is that after mercerizing, the stability of fabric stretching deformation has been greatly improved, which greatly reduces the shrinkage of fabric.
![]()
.bmp)
Refining and Preshrinking (Chemical Fiber Fabric)
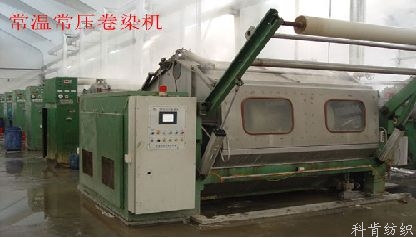
The purpose of refining pre-shrinkage is mainly to remove the grease, size and dirt adsorbed on the fabric (fiber) during storage and transportation. At the same time, it can also dissolve some oligomers on the fiber during high temperature refining. Gray cloth needs to be pre-shrinked before alkali content, mainly adding deoiling, caustic soda and other additives. The pretreatment of chemical fibre fabrics is carried out in high temperature and high pressure dyeing machine.
![]()
delta pre shrinking machine
Alkali reduction (chemical fibre fabrics)
Principle and function of alkali reduction
Alkali reduction treatment is a process of treating polyester fabric in high temperature and concentrated caustic soda solution. In sodium hydroxide aqueous solution, the ester bonds of polyester molecular chain on the surface of polyester fibers are hydrolyzed and broken, and hydrolysis products with different degree of polymerization are continuously formed, finally water-soluble sodium terephthalate and ethylene glycol are formed. The equipment of alkali reduction mainly includes overflow dyeing machine, continuous reducing machine and intermittent reducing machine. Except overflow dyeing machine, continuous and intermittent reducing machine can recycle the remaining alkali liquor. In order to ensure the stability of the appearance and size of grey cloth, a pre-forming process should be added to some alkali reduction products, and then the dyeing process should be carried out.
![]()
Delta Alkali Reducer (Continuous) < br /> and
![]()
uuuuuuuuuu
![]()
Delta Alkali Reducer (Intermittent)
Dye color.
Dyeing is a process in which dyes (or pigments) combine with textile materials physically or physicochemically to obtain bright, uniform and firm colors.
When the textile material is immersed in the dye aqueous solution at a certain temperature, the dye moves from the aqueous phase to the fiber. At this time, the dye concentration in the water gradually decreases, while the amount of dye on the textile material gradually increases, after a period of time.The amount of dyes in water and textile materials did not change, and the total amount of dyes did not change, that is, dyeing reached a balance state.
Reduced dyes in water are dyes that move toward fibers. When the fibers are taken out at any time, even if they are twisted, the dyes remain in the fibers. It is not easy to separate the dyes completely from the fibers. The phenomenon that the dyes bind to the fibers is called dyeing.
Dyeing process of fabrics
Prior to dyeing the bulk goods, a little grey cloth should be sent to the laboratory of the dyeing plant to punch the color card. The purpose is to obtain the dye formula for the bulk goods. The lab usually produces several pieces of cloth which are close to the customer's original, labeled A, B, C… and then we cut a piece of cloth to keep the bottom in order, and send the rest to the customer for confirmation. After the customer confirms a certain color sample, such as C sample, then we make the goods according to the formula of C sample.
Note: For color, we usually need to look in the light box. The standard light box is equipped with several specific light sources. The most commonly used light sources are D65, TL84, CWF, UV, 965, A, F. As for which light source to use, the guests will specify, if not specified, D65 is generally defaulted.

The general process of dyeing in dyeing plant:
Grey cloth entering warehouse & nbsp; nbsp; & nbsp; nbsp; & nbsp; & unwinding & nbsp; nbsp; & nbsp; & alkali reduction (desizing) & nbsp; nbsp; & vat dyeing & nbsp; nbsp; & stereotyping & nbsp; & nbsp; & hanging code or wrapping package
Note: 1. Many fabrics can be directly reduced in the dyeing vat, such as ordinary polyester taffeta, Chunya spinning;
TwoSome fabrics will have more processes between weight reduction and dyeing, such as mercerizing, singeing and cold stacking of some cotton fabrics.
Composite yarn Chiffon should be steamed in a steaming VAT and knitted fabrics should be pre-shaped once. In a word, it can be decided according to the specific situation.
Dyeing machine equipment
Dyeing machine
Flat cylinder, commonly known as flat cylinder, is mainly used for dyeing filament chemical fiber cloth. Its advantages are good smoothness, low cost, and its disadvantages are easy to cause cloth surface abrasion, hard handle, and easy to produce head-tail difference and edge-to-middle difference in color.
![]()
![]()
Overflow machine
Knitted and woven fabrics can be dyed with inclined pipe and rdquo, which has the widest adaptability. Almost all dyeing factories are equipped with this kind of vat. Its advantages are uniform dyeing, good color fastness, good hand feel, high cost, high shrinkage rate, and easy to cause spot and chicken paw print on high density filament shuttle fabrics.
![]()
Long car
Long car dyeing belongs to pad dyeing. It is mainly used to dye cotton or polyester-cotton blended fabrics. It is suitable for dyeing large quantities of shuttle fabrics with reactive dyes. Its advantages are short process time, small dyeing shrinkage, complex process and easy to produce head and tail difference.
![]()
Print flowers
Printing is the process by which dyes or coatings form patterns on fabrics. It is divided into flat screen printing, round screen printing, transfer printing, digital printing and so on. Printing is a local dyeing, requiring a certain color fastness. The dyestuff used is basically the same as dyeing, mainly using direct printing process, but also using paint printing. Paint printing process is simple, but printing large areas of patterns feel hard.
Transfer printing: transfer printing paper is made by printing pigments on paper, and then color is transferred to fabric by high temperature (heating and pressing on the back of paper), so it is also called & ldquo; paper printing & rdquo;. Generally used for chemical fibre fabrics, characterized by bright color, delicate layers, vivid patterns, strong artistry, can print out other printing methods incomparable complex beautiful patterns, the shortcomings are high plate-making costs, transfer printing points & ldquo; heat transfer & rdquo; and & ldquo; cold transfer & rdquo;.
![]()
Delta Heat Transfer Printing Machine
![]()
Delta Cold Transfer Printing Machine
Flat screen printing: The printing die is a polyester or nylon screen with hollow pattern fixed on the square frame (commonly known as & ldquo; pattern & rdquo;). The pattern on the pattern can pass through the color paste, while the non-pattern part can close the mesh with the polymer film. In printing, the pattern is pressed tightly on the fabric. The pattern is filled with color paste, which is scraped back and forth with a scraper so that the color paste reaches the surface of the fabric through the pattern. Flat screen printing has low production efficiency, but wide adaptability, flexible application, suitable for small batch and multi-variety production.
![]()
Flat screen printing machine
Rotary screen printing: The printing die is a cylindrical nickel screen with hollow pattern. It is installed above the rubber guide belt in a certain order and can rotate synchronously with the guide belt. When printing, the color paste is put into the screen and stored at the bottom of the screen. When the circular screen rotates with the guide belt, the scraper pressing on the bottom of the screen and the screen scrape relatively, and the color paste reaches the fabric surface through the pattern on the net. Rotary screen printing belongs to continuous processing, high production efficiency, both drum and flat screen printing advantages, but there are some limitations in pattern fineness and luster.
![]()
Rotary screen printing machine
Paint printing: also known as pigment printing, because paint is a non-water-soluble colouring substance and has no affinity for fibers, its colouring depends on the coating of film-forming macromolecule compounds (adhesives) and the adhesion of fibers. Pigment printing can be used in the processing of any fiber textiles. It has more advantages in the printing of blended and interwoven fabrics. It has simple process, wide chromatogram, clear outline, but poor handle and low rubbing fastness.
After finishing
Textile finishing is also called post-finishing. Through physical, chemical or physical and chemical methods to improve the handle and appearance of fabrics (such as stiff finishing, soft finishing, calendering or flannel, etc.), improve the quality of fabrics and give new functions to fabrics (such as wrinkle resistance, waterproof, anti-fouling, anti-corrosion, anti-mildew, anti-moth and anti-bacteria, etc.).
Broad sense: The process of improving and improving the quality after weaving.
Narrow sense: The unexpected process of scouring, bleaching, dyeing and printing of fabrics is called fabric finishing.
Purpose of finishing
1. & nbsp; to stabilize the size and shape of fabrics
Through finishing, the door width can be stabilized, shrinkage can be reduced, and the fabric door width can be uniform. The size and structure of the fabric conform to the stipulated standards.
For example:
Drawing-mdash; & mdash; Drawing the width of the fabric gradually to the specified size and drying stable finishing process, also known as setting, by utilizing the plasticity of cellulose, silk, wool and other fibers under wet conditions.
Heat setting & mdash; & mdash; refers to the process of heat treatment of synthetic fabrics under a certain tension to stabilize their size and shape.
TwoImproving the appearance of garment fabrics
Improve the whiteness and drapability of fabrics, improve the surface gloss of fabrics and give the surface pattern effect of fabrics, etc.
For example:
Calendering & mdash; & mdash; by means of mechanical pressure and wet heat of calender, and by means of plasticity of fibers, surface fibers are arranged in parallel to improve smoothness and smoothness of the surface, to produce regular reflection of light, and to improve the colour and luster of fabrics.
Rolling finishing & mdash; & mdash; Rolling finishing machine consists of a heated hard roll and a soft roll. The surface of hard roll is engraved with masculine pattern, while that of soft roll is engraved with feminine pattern, which coincides with each other. With the help of the plasticity of fabrics in hot and humid conditions, the effect of concave and convex patterns is produced by pressing the fabrics with Yin and Yang rolls.
After finishing, the fabric can produce suede, feel better, wear comfortably, and can be made on the plucking machine. The fabric can produce suede by repeated friction.
3. Improving the Handfeel of Clothing Fabrics
Give the fabric a soft and plump feel or a firm feel.
for example
Soft finishing - mdash; & mdash; is the process of making up for the stiffness and roughness of the fabric to make the fabric feel soft. It includes mechanical softening finishing, chemical softening finishing and rigid finishing.
Mechanical softening finishing mainly uses mechanical method to knead the fabric several times in tension state, so as to reduce the rigidity of the fabric and restore the appropriate softness.
The chemical method uses softener to reduce the friction coefficient between fibers in order to obtain softening effect.
Hardening & mdash; & mdash; is to make the fabric get smooth, stiff, thick, full feel, and improve the strength and wear resistance, but also improve the suspension and appearance.
Hardening is usually done in combination with setting. Softeners are added to the slurry to improve the overall feel. Similarly, for simple softening, stiffeners should be added to enhance the body and bone.
FourNbsp; give special properties to fabrics
Make the fabric have some protective properties or improve the wearability of the fabric.
For example:
Water repellent finishing is to coat the fabric so that water and air can not penetrate; water repellent finishing is to make the surface of the fiber hydrophilic and hydrophobic, and the fabric is permeable and not easy to be wetted by water.
Flame retardant finishing & mdash; & mdash; the finished fabric has different degree of flame retardant ability, after leaving the source of fire, it can stop burning quickly.
Fabric inspection
Fabric inspection usually adopts & ldquo; tenth system & rdquo; or & ldquo; quarterly system & rdquo; according to certain standards, according to the size of defects on the fabric to be scored and graded, quarterly system is more stringent than tenth system.
Four point system
Quadruple score can be used for woven knitted fabrics, with 1-4 points deducted according to the size and severity of defects (see figure below).

Scoring criteria
1. Defects in longitude, weft and other directions will be assessed according to the following criteria:
One point: defect length is 3 inches or less
Two points: defect length greater than 3 inches and less than 6 inches
Three points: defect length greater than 6 inches and less than 9 inches
Quarter: Defect length greater than 9 inches
2. The scoring principle of defects:
A. The deduction of all latitudinal defects in the same code shall not exceed 4 points.
B. For serious defects, each code defect will be rated as four points. For example, regardless of diameter, all holes and holes will be rated as four points.
C. For continuous defects such as cross-section, edge-to-edge color difference, narrow or irregular cloth width, creases and uneven dyeing, each yard defect shall be rated as four points.
D. Edge 1 & rdquo; No deduction of points
E. No matter in longitude or latitude, no matter what defect is, it should be visible and be correctly deducted according to the defect score.
F. In addition to special requirements (such as coated tape), it is usually only necessary to check the front of the blank.
Decimal system
This test standard is applicable to shuttle grey fabrics and finishing fabrics of any fiber composition, sealing degree and weave.
Since the average buyer is concerned about the amount of fabric cut due to defects and the complaints caused, not the defects themselves or the causes, this scoring method only evaluates the grade according to the size of defects.
The method of evaluation is that the inspectors inspect the defects of each piece of fabric according to the defect scoring standard, record them on the report form, and give penalty scores as the grade evaluation of the fabric. Defect scoring is based on the length of the defect and the deduction method of different meridians.
Verification Standard of Fabric Verification Scoring Method
Ten system evaluation method
Defect length
Penalty score
Defect length
Penalty score
10-36 inches
10 points
Full sealing degree
10 points
5-10 inches
5 points
5 inch to half sealed
5 points
1-5 inches
3 points
1-5 inches
3 points
1 inches below
1 points
1 inches
1 points
Except for special declarations, cloth inspection is limited to inspection of fabrics'defects. In addition, defects within half an inch of fabric edge can be ignored.
The total score for warp and thread defects of each yard of cloth shall not exceed 10 points; in other words, even if there are many or very serious defects, the maximum penalty score is only 10 points. If defects occur repeatedly in a large number of lengths, in this case, even if the sum of penalty scores is smaller than the number of codes examined, the piece of cloth should also be rated "secondary".
Grade evaluation
According to the results of the inspection, it was evaluated as "first-class" quality or "second-class" quality. If the sum of penalty scores is smaller than the number of codes checked, the cloth is rated as "first class". If the sum of penalty scores exceeds the number of codes checked, the cloth is rated as "second class". When the cloth seal is more than 50 inches, the penalty score limit for cloth can be relaxed slightly, but should not be more than 10%.
Testing standards for fabrics
When supplying fabrics to domestic or foreign brand manufacturers, the other side usually asks for large samples and tests them according to certain standards. Only when they pass the test, they will accept large goods.
Commonly used test criteria are
1. GB, GB;
2. American Standard: AATCC, ASTM;
3. Euro standard: ISO;
4. day mark: JIS;
Common test items
1. & nbsp; testing of basic fabric parameters:
Gate width, square metre weight, yarn count, organizational structure, percentage composition of raw materials;
2. & nbsp; color fastness, including:
Colour fastness, rubbing fastness, perspiration fastness, water fastness, chlorine bleaching fastness, dry cleaning fastness, etc.
3. Physical performance testing, including:
Dimensional stability, tensile strength, tear strength, seam slip, seam strength, wear resistance, pilling and so on.
FourFunctional post-finishing tests, including:
Waterproof, oil repellent, antistatic, water pressure resistant, air permeability, moisture permeability, etc.


 delta pre shrinking machine
delta pre shrinking machine Delta Alkali Reducer (Continuous) < br /> and
Delta Alkali Reducer (Continuous) < br /> and  Delta Alkali Reducer (Intermittent)
Delta Alkali Reducer (Intermittent)